
85
28 июля 2026

Материал подготовлен Содиковым Исмоилом, инженером инновационно-технологического центра "Современные технологии переработки биоресурсов Севера".
Если вы нашли неточности в переводе, свяжитесь, пожалуйста, с Исмоилом. Вы можете написать Исмоилу, какие темы в области ЦБП вам интересны, и мы о них напишем. С Исмоилом можно связаться по телеграмму.

Если у вас есть интересные материалы и наработки, которыми вы хотели бы поделиться с коллегами, мы с радостью их опубликуем. Также мы ищем редакторов направлений Целлюлоза, Лайнеры, Другие картоны (специальные виды картонов). Если бы вы хотели писать и редактировать статьи на технические темы, свяжитесь с Ириной Летягиной.
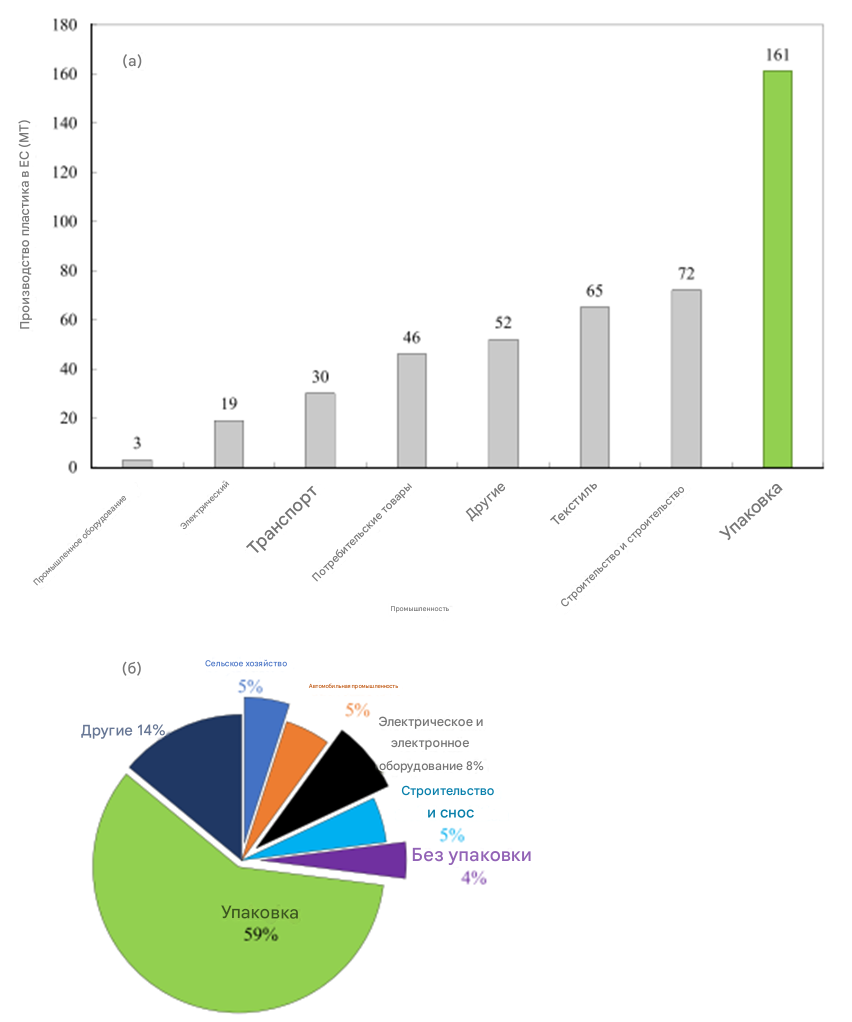
Производство пластмасс росло быстрее, чем производство почти всех других промышленных материалов. Если в 1950 году в мире ежегодно выпускалось около 2 миллионов тонн пластика, то к 2015 году этот показатель достиг 322 миллиона тонн. Основным направлением использования пластика остаётся упаковка, которая также является главным источником образования пластиковых отходов (см. рис. 1).
|
|
|
Рисунок 1. Производство и отходы пластмасс (a) мировое производство и использование по секторам, (б) образование пластиковых отходов в ЕС в 2015 году. |
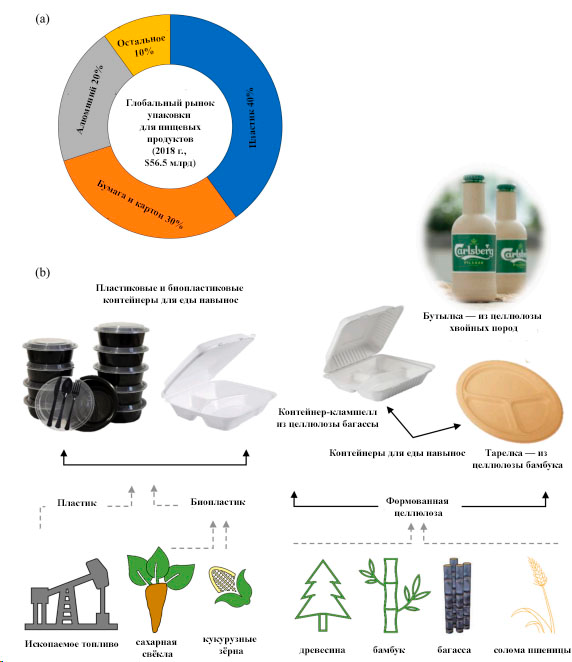
Более 40% всех промышленных упаковочных материалов приходится на упаковку пищевой продукции, что составляет рынок стоимостью свыше 56 миллиардов долларов США. При этом около 40% всех упаковок для продуктов питания производятся из пластика (см. рис. 2).
|
|
|
Рисунок 2. Сектор упаковки (а) рынок по типу и (б) материальные затраты на контейнеры для еды на вынос |
Невозможность переработки или компостирования большинства упаковочных материалов приводит к значительной нагрузке на полигоны и к масштабному загрязнению окружающей среды — суши, рек и океанов. Особенно это касается индустрии готовой еды и доставки, объёмы которой стремительно растут. Например, в Китае — крупнейшем в мире производителе и потребителе упаковки для доставки еды — ежедневно генерируется около 350 тысяч тонн упаковки, из которых 40 миллиардов контейнеров из пластика было выброшено только за 2019 год.
Переработка пластика затруднена из-за большого разнообразия полимеров и добавок. Так называемые «зелёные» материалы (например, оксо-разлагаемые пластики) часто лишь усугубляют ситуацию — они не полностью разлагаются и могут выделять токсичные вещества при нагреве или сжигании.
До 2017 года 70% пластиковых отходов экспортировались в Азию, в том числе в Китай. После запрета импорта отходов в КНР (и в Малайзии) образовался дефицит решений по утилизации, что потребовало перехода к более устойчивым видам упаковки.
Одним из решений является формованное бумажное волокно (molded pulp) — технология, применявшаяся ещё с XIX века. Первоначально такие изделия делали из макулатуры, но позднее они были вытеснены пластиком, особенно пенополистиролом (XPS). Однако из-за экологических ограничений на XPS интерес к целлюлозным материалам вновь растёт.
Биопластики тоже не являются идеальным решением. Многие из них не разлагаются в природных условиях, а другие требуют специальных условий компостирования. Кроме того, они изготавливаются из пищевых компонентов (кукуруза, картофель), в то время как формованная целлюлоза создаётся из отходов (багасса, солома, бамбук и т. д.).
Существующие обзоры рассматривают формованные изделия, но не затрагивают в полной мере требования к упаковке для еды на вынос — где особенно важны термостойкость, влагостойкость и жиростойкость.
1. Обзор процессов
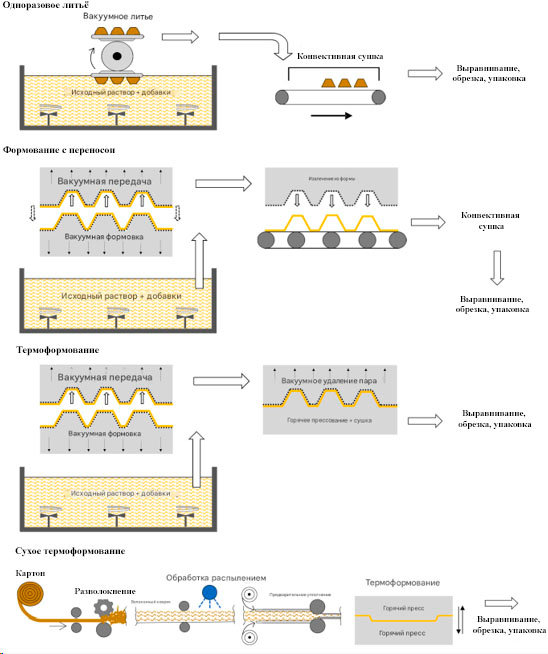
Производство изделий из формованного бумажного волокна включает несколько технологий, отличающихся по точности, энергозатратам и применяемому сырью. Ниже кратко описаны основные типы процессов с акцентом на изготовление пищевых контейнеров, таких как тарелки и ланч-боксы.
1) One-cast — одноформовка (или «толстостенная формовка»)
Это один из старейших методов, при котором бумажное волокно вакуумом наносится на сетчатую форму. Одна сторона изделия получается гладкой, другая — шероховатой. Типичная толщина — 6–8 мм. Используется для упаковки тяжёлых изделий: техники, мебели. Сырьё — в основном переработанная бумага и картон.
2) Transfer molding — переносное формование
Заготовка формируется вакуумом на первой форме, а затем переносится на вторичную форму перед сушкой. Получается изделие с более гладкой внутренней поверхностью. Производительность — более 20 тонн в сутки. Применяется для упаковки электроники, яичных лотков, подстаканников и медицинской упаковки. Толщина стенки — 3–5 мм.
3) Thermoforming — термоформование («тонкостенная» формовка)
Высокоточное формование, при котором прессование, сушка и отверждение происходят одновременно при высокой температуре. Получаются гладкие, тонкие изделия (0,4–1,5 мм) с высокой детализацией поверхности. Применяется для упаковки косметики, контейнеров для еды и премиальных товаров. Метод дороже и энергозатратнее, но даёт лучшее качество.
4) Dry thermoforming — сухое термоформование (новая технология)
Используется заранее подготовленный лист (например, бумажный картон), который обрабатывается биополимером (желатин, гуаровая камедь), ламинируется тонкой бумагой с обеих сторон и формуется в горячем прессе. Такой подход позволяет сократить расход воды и энергии, при этом повышается стабильность к температуре и влажности.
Разработки в этой области активно ведутся в Европе, в том числе с применением 3-слойных композитов и биополимерных клеёв.
|
|
|
Рисунок 3. Сравнительная схема процессов: One-cast (одноразовое литьё); Transfer molding (формование с переносом); Thermoforming (термоформование); Dry thermoforming(сухое термоформование) |
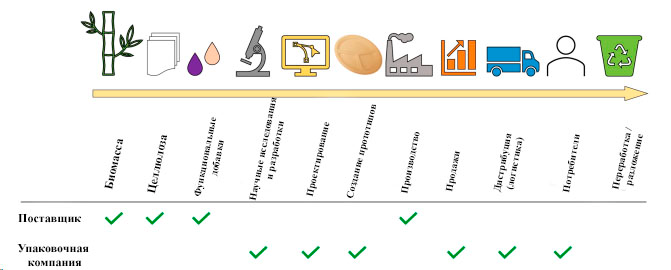
Производство упаковки из формованного бумажного волокна требует участия множества звеньев в глобальной цепочке поставок. Обычно компания, специализирующаяся на упаковке, расположенная в Северной Америке или Европе, размещает заказ на производство у предприятий, находящихся ближе к источникам волокна — чаще всего в Китае или Таиланде.
|
|
|
Рисунок 4. Обобщенная цепочка поставок формованной целлюлозной упаковки для пищевых продуктов. |
Пример:
Крупная сеть ресторанов фастфуда в Канаде перешла на формованные ведёрки и контейнеры из бамбука, заменив пластиковую посуду и столовые приборы на биоразлагаемые, изготовленные из волокон кукурузы, бамбука и багассы.
2. Технологическое развитие
Современные инструменты, такие как CAD-моделирование, 3D-печать форм, быстрое прототипирование и моделирование свойств упаковки, значительно сокращают сроки между разработкой и массовым производством. Это делает формованную упаковку конкурентоспособной альтернативой пластику — даже в нестандартных и брендированных упаковках.
Современное производство формованной упаковки стремится заменить древесные волокна на более дешёвые, доступные и быстро возобновляемые недревесные материалы. Наиболее активно используются:
- багасса (жмых сахарного тростника),
- бамбук,
- солома пшеницы,
- кукуруза,
- волокна масличной пальмы.
Таблица 1. Источники волокон, тип целлюлозы и характеристики, влияющие на производство формованных пищевых контейнеров из целлюлозы.
|
Источник волокон |
Тип целлюлозы |
Другие компоненты |
Требования к пищевой безопасности |
|
Древесина Багасса Бамбук Пшеница Кукуруза Масличная пальма Смеси | Беленая химико-термомеханическая целлюлоза (БХТММ) Безхлорное отбеливание |
Целые листья Размолотые листья Порошкообразная лигноцеллюлоза Связующие: активированный крахмал Полипропилен, полиэтилен |
Первичное волокно Отсутствие загрязняющих веществ (чернила/красители, песок, металлы, грибы, бактерии) Миграция химических веществ из субстрата |
|
|
|
Почему отходят от древесины?
- Снижение стоимости: аграрные отходы часто бесплатны или дешёвы.
- Более высокая выходная масса: недревесные волокна легче поддаются переработке, меньше требуют химикатов.
- Быстрая возобновляемость: сельхозкультуры дают урожай 1–2 раза в год, в отличие от леса.
Например, беленая химико-термомеханическая масса из соломы или багассы используется чаще, чем традиционная древесная масса из-за большего выхода волокон и низкой себестоимости.
Ограничения на использование вторичных волокон
Хотя переработанная бумага — дешёвое сырьё, её использование в упаковке для прямого контакта с пищей ограничено. Например, в Канаде запрещена пульпа, отбеленная хлором, а также нет чётких рекомендаций по применению вторсырья в пищевой упаковке. В ЕСдопускается использование переработанных волокон, но только при строгом соблюдении санитарных норм.
Возможные загрязнители:
- биологические (бактерии, плесень);
- химические (чернила, красители, металлы);
- физические (скобы, песок, стекло).
Такие примеси мешают процессу формования, ухудшают внешний вид и свойства готовой продукции.
Некоторые производители идут дальше и разрабатывают упаковочные материалы из цельных листьев, порошков из отходов сельского хозяйства и смесей с натуральными связующими, но это выходит за рамки обзора и относится к отдельным нишевым направлениям.
Добавки для получения различных свойств формованной упаковки
Добавки играют ключевую роль в обеспечении технологичности и качества формованной упаковки. Они влияют на:
- прочность во влажном и сухом состоянии,
- водоотведение и формование,
- влагостойкость и жиростойкость,
- печатные свойства,
- внешний вид,
- стабильность цвета и белизну,
- снижение затрат на сырьё и энергию.
Добавки для повышения прочности волоконной связи
Для обеспечения прочности упаковки используются те же компоненты, что и в производстве бумаги:
- Катионный крахмал — усиливает связи между волокнами в высушенном изделии.
- Крахмалы + Нанофибриллированная целлюлоза (CNF) — позволяют улучшить прочность при работе с волокнами низкого качества или вторсырьём.
- Крахмал + хитозан — улучшает механические свойства и водостойкость.
- Растительные белки (например, соевый) — помогают справляться с загрязнённым или гидрофобным волокном (например, с остатками клея и пластика).
Пример: при термоформовании добавляют 1–2% катионного крахмала и нагревают пресс-форму до 140–150 °C. Это предотвращает расслаивание поверхности и повышает прочность.
- Контроль пены и прочность при влажном формовании
Во время формования упаковки из формованного волокна важно предотвратить:
- образование пены (мешает равномерному распределению),
- флокуляцию (склеивание мелких частиц в комки),
- разрушение изделия при выемке из формы во влажном виде.
Используемые добавки:
- Пеногасители — ПАВы на основе жирных кислот, полиэтиленгликоля (PEG), амидов.
- Флокулянты и закрепители — например, полиакриламид (PAM) удерживает другие добавки на поверхности волокон.
- Добавки для влажной прочности — катионные крахмалы высокой молекулярной массы (например, картофельный).
Эти добавки позволяют сократить дефекты: пузырьки, трещины, неоднородность матов. Также улучшается отвод воды при формовании и снижается нагрузка на вакуумные системы.
Влагостойкость
Целлюлозные волокна по природе своей гигроскопичны, поэтому для формованной упаковки критично обеспечить устойчивость к влаге. Для этого в пульпу добавляют воскообразные вещества — алкилькетендимер (AKD), алкенилянгидрид янтарной кислоты (ASA) и другие агенты, обеспечивающие «сухое склеивание» волокон.
Такие добавки препятствуют размягчению упаковки и проникновению влаги, особенно при контакте с горячими жидкостями или паром. Чтобы закрепить влагозащитные агенты на поверхности волокон, применяют фиксаторы, чаще всего катионные полимеры (например, полиакриламид — PAM).
Исследования показывают, что добавление AKD в объёме 1% увеличивает контактный угол воды с поверхности упаковки до 90° и выше, что делает её устойчивой к намоканию. При этом в США установлены ограничения: содержание AKD в пищевой упаковке не должно превышать 0,4% от массы изделия .
3. Общие требования
Одноразовая упаковка для пищи должна быть лёгкой, прочной, термостойкой и пригодной к переработке или компостированию. В этом плане формованная целлюлозная упаковка имеет преимущества перед биопластиками: последние часто уступают по барьерным свойствам, тепловой стойкости и механической прочности.
Формованные изделия могут варьироваться по плотности от 0,35 до 1,2 г/см³, обеспечивая хорошую теплоизоляцию. Только XPS (пенополистирол) легче — его плотность около 0,033 г/см³. Исследования показывают, что целлюлозная упаковка лучше сохраняет жёсткость при нагреве, чем большинство пластиков.
Механические характеристики зависят от типа волокон, плотности материала, добавок и способа формования. Типичные показатели:
- прочность на разрыв — до 4,5 МПа (выше, чем у XPS),
- модуль упругости — от 0,47 до 0,68 МПа.
Показатель водопоглощения измеряется по методу Cobb. Для деловой бумаги он составляет 22–26 г/м², у формованной упаковки из багассы — 15–20 г/м² (при добавлении влагозащитных агентов).
Поглощение водяного пара зависит от плотности и типа волокон. Повышенная влажность значительно снижает прочность: потеря 5–10% прочности на каждый 1% влажности.
Изделие не должно пропускать горячие масла. Для этого используется метод Harmonized Hot Oil Test, при котором на поверхность кладут слой кукурузного масла (65 °C, 20 минут) — не должно быть видимых пятен на обратной стороне.
Современные упаковки состоят из сложных композитов, и важно исключить миграцию токсичных соединений в пищу. В Европе применяются стандарты EN 1186 и Регламент ЕС 1935/2004, в которых регламентированы общие и специфические пределы миграции (OML, SML).
Опасения вызывают фторсодержащие добавки, наночастицы, чернила, клеи — они могут проникать в продукты, особенно при высоких температурах.
Формованная упаковка должна быть прочной в процессе хранения, но при этом разлагаться после использования. Биокомпостируемость оценивается по стандартам:
- ISO 17088, ISO 14855,
- ASTM D6400, D6868,
- EN 13432, EN 14995.
Критерии включают:
1. биоразложение (90% в течение 6 месяцев),
2. дезинтеграция (распад до частиц <2 мм за 12 недель),
3. отсутствие токсичности в компосте,
4. отсутствие негативного влияния на микрофлору.
Методы включают компостирование в почве с контролем массы, СО₂ и визуальных изменений. В ряде исследований упаковка из соломы или бамбука полностью разлагалась за 30–60 дней.
4. Современные вызовы и перспективы
Запреты на PFAS, развитие биоразлагаемой упаковки и ужесточение требований к переработке стимулируют интерес к формованной упаковке. Однако ситуация на рынке остаётся противоречивой.
Крупные мировые бренды пока с осторожностью относятся к упаковке из волокон и биополимеров. Например, в одном из британских ритейлов материалы вроде PLA, целлофана и биоразлагаемой бумаги отнесены к «нежелательным» (red list), в то время как классические пластики, такие как полипропилен и PET, числятся в «зелёном» списке — из-за существующих систем их переработки.
Проблема в отсутствии инфраструктуры для компостирования и сортировки «зелёных» отходов. Даже компостируемая упаковка часто попадает на свалку, где выделяет метан или загрязняет бумажные потоки.
Дополнительные трудности связаны с тем, что формально биоразлагаемые материалы всё ещё считаются «пластиком» по определению европейской директивы SUPD (2019), что тормозит их распространение. Финский консорциум FinnCERES выступает за пересмотр классификации и официальное признание «доброкачественных» биоразлагаемых полимеров как отдельной категории.
Формованная упаковка из недревесных волокон — перспективная альтернатива одноразовому пластику и биопластику, особенно в сегменте упаковки для доставки еды. Её преимущества — биоразлагаемость, использование аграрных отходов и хорошая теплоизоляция. Однако остаются вызовы: технологические (сушка, прочность, влагостойкость), экологические (PFAS), регуляторные (классификация, переработка) и рыночные (цена, доверие потребителя).
Для устойчивого развития отрасли необходимы:
- внедрение PFAS-free технологий,
- создание инфраструктуры компостирования,
- корректная сертификация и стандартизация,
- исследование и развитие новых био-покрытий.










